地址:石家庄市裕华区裕华东路148号
电话:18931180976
传真:0311-67908861

焊管全自动无损探伤设备展示
焊管全自动无损探伤设备是我单位研制生产自动化探伤设备系列产品,将用于螺旋管焊缝及全管体的缺陷检测。通过直线滑轨及探头跟踪系统使检测探头与钢管上部焊缝形成直线相对移动,完成对钢管的焊缝及全管体探伤。该设备还具备仪器先进、自动化程度高、检测速度快、抗干扰能力强、判断准确等诸多优点,整体技术处于国内先进水平。
设备详细介绍及报价请联系 李经理189-311-80976

焊管全自动无损探伤设备应用领域
机械、建设、化工、石油天然气等行业的螺旋管焊缝及全管体的超声波自动检测。
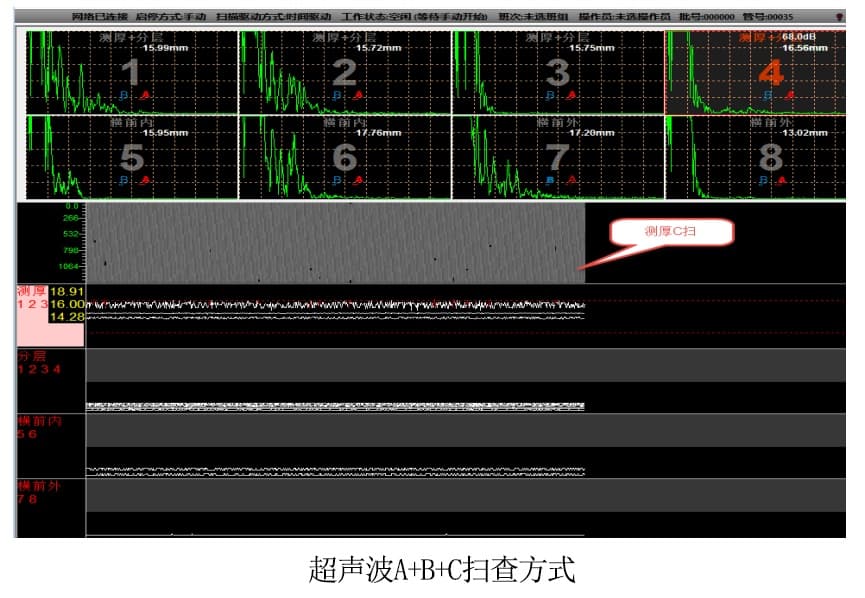
焊管全自动无损探伤设备探伤检测工艺
焊缝纵、横向缺陷检测,焊缝钝边区串列检测及焊缝热影响区分层检测
管端盲区:纵向及分层检测 ≤ 50mm;横向检测 ≤ 50+2×T(T为壁厚)
焊管全自动无损探伤设备技术参数
● 探伤方法:焊缝超声检测8通道、管体超声波检测40通道
● 检查缺陷的种类:虚焊、未焊透、内外穿透伤、折叠、夹杂、裂缝、裂纹、凹坑等表面、近表面缺陷等.
● 探伤速度:1~10m/min
● 探伤管径:200~2640mm
● 钢管长度:5-12m
● 壁厚:6--16 mm
● 误报率:≤3%
● 漏检率:≤1%
● 稳定性:2dB
● 检出缺陷后处理:即时给出声光报警信号
● 超声执行标准:NB/T47013-2015.3.YB/T4082-2011
设备结构:探伤小车行走机构、探头结构架、探头架升降机构、探伤主体横梁、气动系统、供水系统、焊缝跟踪系统、机电操控系统、探伤多通道主机、仪器监控系统。
检测标准
◆ API SPEC 5L 《管线钢管规范》(第45版)
◆ GB/T5777-2008《无缝钢管超声波探伤检验方法》
◆ GBT11345-2013 《焊缝无损检测超声波检测技术、检测等级和评定》
◆ ASME A578/A578M-96 ASTM A53 ASTM A500 JIS G3444 GB/T 3091
◆ Q/SY GJX 101-2010《中国石油管道建设项目部天然气输送管道用钢管通用技术条件》
焊管全自动无损探伤设备质保期及售后服务
焊管全自动无损探伤设备自设备合格验收之日起,设备保用期为一年。在保期内,因设备设计或制造等卖方原因造成的损坏,卖方需要立即给予免费修复或更换,此工作一般应在2—3天内完成。
长期的科学研究和生产实践中,我们综合国内无损检测设备的特点,消化吸收国外设备的特长,根据我国钢铁产品结构,研制生产了适合多种直径钢管的自动探伤设备。电控采用传感技术和微机控制,可实现全自动化探伤。大中小口径的涡流、超声在线自动检测设备,全部通过检测中心的认证,其中近十余项达到国内先进水平。在大口径涡流,超声波智能在线检测的关键核心技术上取得突破,取得了完全自主知识产权和国内先进的科技成果,形成涡流、超声系列化成套装备。目前产品达到或高于行业标准,技术水平高于国内,涡流探伤设备、超声探伤设备的探伤范围为∮5-∮1500。





 冀公网安备 13010802001808号
冀公网安备 13010802001808号

